| Pages:
1
2 |
jdowning
Oud Junkie

Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
Making a 'Half Binding' Tool
"Half Binding" - is an edge treatment of a soundboard where a decorative inlay or binding (or banding) is glued into a narrow ledge or rebate cut to
half the depth of the soundboard. The half binding - like a full depth binding - reinforces the edge of the soundboard against damage but also
introduces a controlled weakness around the edge of the soundboard that may affect soundboard response.
Half binding can be found on some ouds as well as on some lutes of the 16th and 17th C.
As I will soon have a need to cut a half binding on a lute currently under construction (and plan to apply this technique at a later date to the
construction of an oud), I decided to go ahead and prepare some basic tools in advance to do the job by hand. Cutting a rebate for a half banding is a
fairly delicate procedure due to the thinness of a typical oud or lute soundboard - the depth of rebate being only about 0.8 to 1.0 mm. It can be done
with a small electric router or by hand with a purfling cutter and a chisel to cut the ledge - a lot slower but quieter and easier on the nerves.
The attached image shows the process involved. A scoring cut to half the depth of the soundboard is first made around the full circumference of the
soundboard. The ledge is then cut level to remove the waste.
In "Historical Lute Construction" (Guild of American Luthiers), the late Robert Lundberg uses a tool that he adapted from a small, brass, instrument
maker's plane to facilitate accurate cutting of the rebate ledge. Inspired by this - but not having a spare (and costly) instrument maker's plane
lying around that could be used, I have decided to see what might be done instead by modifying a readily available and low cost miniature woodworking
plane. No guarantee that it is going to work out but worth a try.

|
|
|
SamirCanada
Moderator
Posts: 3405
Registered: 6-4-2004
Member Is Offline
|
|
Looking forward to this thread John.
its going to be extremely useful for me as well.
|
|
|
Jameel
Oud Junkie
Posts: 1672
Registered: 12-5-2002
Member Is Offline
Mood: No Mood
|
|
I'll be watching this one.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
There are likely a number of different styles of miniplane on the market. Two are shown in the attached images - essentially of similar design. The
first with a body of rosewood with brass side plates is sold by Busy Bee Tools, Canada, in a kit of 7 mini woodworking tools (The boxed kit, Model
B2675, is currently on sale at $46 plus shipping which works out at less than $8 per tool). The second, with a body of ebony, is sold by Lee Valley
Tools of Ottawa (Cat# 07P15.01 at $17 plus shipping). The latter - although more expensive (!) - is of much better quality and nicely finished. Both
planes have 1/2 inch wide blades.
The ebony plane is so well made and finished that I do not plan to modify it for this project - although it could be used. It will otherwise be very
handy for delicate trimming work.
The brass plane is less well made and finished and requires some work to adjust the blade setting etc. but it should be just fine as a starting point
for the project.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
As this is a design project in progress, another alternative to the mini block plane conversion currently under consideration is to modify a mini
chisel plane.
The objective of the exercise is to make a tiny rebate (or rabbet) plane. For comparison, the attached images show two full sized cabinet maker's
rabbet planes - a Stanley #90 'bull nose' and a Stanley #78. The Stanley #90 is a basic plane with no guides or 'fences' to set the depth or width of
a rebate - it is used freehand. either right or left handed as the blade width is the same as the width of the body of the plane. The bull nose
feature allows the plane to be worked close to a blind corner. The cap of this plane may also be removed to convert it to a chisel plane. The Stanley
#78 has a number of adjustments and features including a depth stop, a fence, a conventional as well as a bull nose blade configuration and can also
be used left or right handed. This plane also has a 'built in' scoring cutter (below the depth stop) to facilitate cross grain planing.
The mini chisel plane is from the Busy Bee miniature woodworking kit. Alternatively Lee Valley sell a miniature chisel plane with ebony body (Cat#
07P15.05, $16.95) which could also be used (this plane and matching block plane (mentioned in the previous post) can also be purchased as a pair for
$29.50 plus shipping - Cat# 07P15.10).
Modifying a mini chisel plane (by adding a cap, depth stop and fence) would have the advantage of creating a more compact plane than a mini block
plane conversion and allow the plane to be worked closer to a neck joint on an instrument. Also, if fitted with a fixed central guide, the plane could
be used either left or right handed - to avoid cutting 'against the grain' in use. Although few details of the tool are given in his book, the tiny
rebate plane used by Robert Lundberg can only be used in one direction - so the blade must have a very fine set to avoid wood grain 'tear out'.
However, as the Lundberg plane used this way obviously does work, either alternative should be viable.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
I have decided to go ahead with modifying the chisel plane.
The body of the plane has been shortened by cutting it just behind the blade position and the blade retainer has also been shortened to remove
unnecessary surplus material. The clamping screw will also be shortened to lower the overall profile of the plane. There is sufficient material
remaining from which to make another plane.
The next step will be to remove about 3 mm from the base (the cross hatched area) and to make the base and sides of the body "square" to each other.
This will be done by hand filing. The intention is to then mount the body on to a brass baseplate fitted with a central guide underneath to allow the
completed plane to be used either left and right handed. The baseplate will be made wider than the plane body to provide support on the soundboard. A
slot cut in the baseplate will allow the blade to project through.
Checking data that I have on file, the width of the half banding found on surviving lutes of the 16/17th C varies between
1.5 mm and 4.5 mm - the most common width being between 2mm and 3mm. I do not have equivalent data for ouds but figure that the average banding width
for an oud might be around 5mm?
As the width of the plane body is just under 13 mm, the central guide for the plane would need to range between 10mm wide to 3 mm wide to cover the
above banding width range. The guide width might be fixed or the plane designed to accommodate guides of different thicknesses. So a lute maker might
require a plane with a 7 mm thick guide which would result in a rebate 3mm wide and an oud maker might require a plane with a 3mm thick guide which
would give a 5 mm wide rebate.

|
|
|
Jameel
Oud Junkie
Posts: 1672
Registered: 12-5-2002
Member Is Offline
Mood: No Mood
|
|
Lundberg's has a toe, do you think it will work without? Nice progress so far.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The modified chisel plane cannot be used 'as is' (the blade would just 'dig in' if it was) but is to be mounted upon a baseplate with the blade
passing through a slot in the plate. The front section of the plate will form the 'toe', set close to the cutting edge of the blade in order to
control the cutting action required to produce a fine shaving and minimise the risk of grain tear out.
The Lundberg plane - as far as I can determine from the images in the book - has a large gap between the cutting edge and toe - so the toe in this
case - while helping to keep the tool level, would otherwise seem to have minimal influence on efficient cutting action. But perhaps it does not
matter too much if extremely fine cuts and multiple passes are made (Lundberg says that a complete rebate takes about twenty passes of the plane to
complete).
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
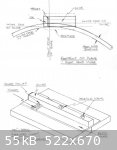
The attached sketches may help to clarify what I am trying to achieve.
The first sketch is a plan view of the plane - drawn to scale - as it would be when used 'right handed'. The soundboard curve is the profile of a new
lute currently under construction (which also matches the profile of my oud). Both lute and oud happen to have a 4 mm wide edge banding so the plane
will be constructed to cut that width of rebate. The plane will be mounted on a baseplate screwed to the underside of the plane so that the baseplate
may be replaced if required. The baseplate will measure about 40 mm by 20 mm and will be fabricated from brass sheet with the components - soft
soldered together after shaping - so that it may be easily made with hand tools. Alternatively the baseplate could be machined from a single piece of
brass using a milling machine.
The isometric sketch represents the underside of the baseplate - shown without the corners and sharp edges rounded off (as they will be on the
finished plane). The throat is a rectangular slot cut through the plate, just wide enough to accommodate the blade (to eliminate any sideways movement
in use). The depth of the rebate will be controlled by means of a strip of brass of the required depth (in this case about 0.8 mm) made to the same
width as the throat and soldered to the baseplate. A guide of the required width and exactly centered is then soldered to the depth gauge and the
entire assembly screwed to the underside of the plane.
To cut a narrower rebate than 4 mm, the width of the throat, depth gauge and blade would have to be adjusted accordingly - the blade being ground away
on both sides to fit the throat width.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
I should add that the obvious alternative to making replaceable baseplates (to provide for various banding widths) is to make a series of planes each
dedicated to a specific rebate width. This, however, would likely only be a requirement for a professional lute maker making a range of copies of
historical instruments.
In my case, I would need only two planes - the one currently being developed in this thread - producing a rebate width of about 4 mm, good for ouds as
well as for the liuto attiorbato in " Old Project - New Lute" - and another for a rebate width of about 2.5 mm which would adequately cover most late
16th C and 17th C lutes.
A second plane can be made from the remainder of the body of the original chisel plane and a blade cut from a scraper blade or spokeshave blade and
ground to the required profile. Two for the price of one (with a bit of extra work)!
Note also - that as the design progresses and develops - the central guide, previously stated to be of variable width - is now to be of fixed width -
regardless of the rebate size - in order to keep the overall width of the baseplate to a minimum. Also, the baseplate design now includes a depth
guide to limit the depth of the rebate so that the blade can be set for a fine cut at the outset and the plane will cut only to the required depth
without further blade adjustments. For a 1.5 mm spruce or pine soundboard this depth can be fixed at about 0.8 mm or about 1mm for a thicker
soundboard of cedar, say.
|
|
|
SamirCanada
Moderator
Posts: 3405
Registered: 6-4-2004
Member Is Offline
|
|
wow thanks a lot john.
Maybe I can come by sometime after April 20th(last exam day) since I will be graduated and I will have somewhat more free time for things like
this.
Let me know when I can come by.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
Hi Samir - looking forward to your visit but it will have to be delayed to around the end of May at the earliest as I have quite a full schedule until
then. (Also this place is about to become a bit of a mud bath for a while as the metre or so of snow, that we have on the ground, thaws out - oh the
joys of country living!).
I will telephone you around the end of May to fix a time and date. Bring your oud!
Good luck with your Final exams.
John
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
Before starting to cut metal and make the baseplate, the dimensions of the throat need to be established.
The baseplate will be made from a piece of sheet brass 1/8 inch thick and the depth gauge made from sheet brass 0.035 inch thick.
Making a scale drawing of a section through the throat of the plane - the blade being 0.057 inch thick set at 40 degrees, and allowing for a very fine
set of the blade - gives a minimum opening of the throat of about 0.14 inch. Actually this dimension is not absolutely critical as future adjustments
can be made either by shimming the blade, using a thicker blade or by filing the front edge of the throat, to obtain the optimum setting - but it is a
starting point.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The blanks for the baseplate and depth gauge are cut from sheet brass. Both are cut well oversize so that assembly is non critical and to allow the
baseplate to be shaped exactly to final dimensions - dimensions determined after assembly and testing of the plane.
The baseplate blank is about 35mm by 45mm and 3mm thick and the depth gauge blank is just over 13mm wide by about 50mm long and 0.94mm thick. The
thickness of the depth gauge will be reduced to about 0.8mm after assembly of the baseplate.
As the sheet brass has surface scratches and is not completely flat, the baseplate blank was prepared first by filing the surfaces and then by rubbing
the blank on emery cloth placed on a hard, flat surface. The depth gauge blank was prepared only by dressing on emery cloth to remove scratches and
surface corrosion.
To create a flat surface for the baseplate, "draw" filing was used - a technique where a flat file is laid on the work surface and is drawn (or
pushed) with both hands holding the file on either side of the work providing equal pressure.
Flatness of the surface is tested by placing a straight edge on the surface and holding the work up to the light to reveal any surface irregularities.
This is a pretty severe test but ensures good accuracy.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
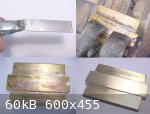
|
The first step in making the baseplate is to solder the depth gauge to the plate. Precise alignment of the depth gauge to the sides of baseplate is
not required as the depth gauge has been filed parallel to a width just under the width of the plane blade and will be the reference surface for
squaring up the baseplate later.
Lead free soft solder (available from any hardware store) was used as it had a higher melting point than a 50/50 lead/tin alloy solder.
After checking that the depth gauge is flat and a close fit to the baseplate, the mating surface is tinned with solder. To do this the mating surfaces
are cleaned of any residual dirt or grease with alcohol. The depth gauge mating surface is then coated with a thin layer of solder by first coating
the surface with acid paste flux and then melting solder over the entire surface by heating with a soldering iron or propane torch - spreading the
melted solder evenly, while still molten, with a small brush dipped in flux. The base plate is then coated with flux and the depth gauge clamped in
position with a couple of metal spring clamps. The entire assembly is then heated with a propane torch until solder is seen to flow evenly along the
edges of the depth gauge. This method of soldering ensures that the entire mating joint surfaces are coated with the minimum of excess solder. Too
much solder is to be avoided.
The assembly is then cleaned of flux by washing in hot soapy water and dressed again with a file and emery cloth to ensure flatness. Any surplus soft
solder may be cleaned up with a small cabinet scraper.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
With the depth gauge soldered in place and the baseplate cleaned up, work has started on cutting the throat.
The edge of the depth gauge is now the reference for the layout. The throat position was coated with engineer's marking ink and the outline of the
throat marked with a scriber (marking ink is not essential, it just helps to show the scribed lines better).
The throat area was then 'chain drilled' with a line of three 1/8 inch diameter holes and the spaces between cut through with a needle file. For
delicate work, in metal or wood, needle files are very useful and readily available Chinese files - good enough for most work - are cheap to buy (for
example, a pack of ten assorted files currently on sale costs $2.00 from Busy Bee). Needle files were then used to open the slot almost to the
finished dimensions.
The trailing edge of the slot - on the upper surface of the baseplate, where the plane is to be mounted - must be filed to an angle of 40 degrees to
match the blade angle, providing support for the cutting edge of the blade.
(Note that I have not taken the trouble to correct the close up images for 'barrel' distortion - so lines that seem to be curved are, in fact,
straight)

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The body of the plane has been reduced in height - by filing, and finished on emery cloth placed on a flat surface - to remove material amounting to
the same thickness as the baseplate - about 3mm - in order to keep the overall height of the finished tool to a minimum. The side plates were first
coated with marking ink and reference lines scribed on each side plate with compasses set to a gap of 3mm.
A problem was encountered during the filing operation. The plane body was clamped in a bench vise fitted with rubber jaws to prevent scratching of
the side plates. Unfortunately the clamping forces caused the side plates to be squeezed together at the front end of the plane - where the side
plates are unsupported by the wooden core. This distortion amounts to a total of about 0.020 inch but - as it will not affect the proper functioning
of the finished tool - will be left uncorrected. There is no evidence of the sideplates separating from the wooden core. Hopefully they are well glued
in place.
Nevertheless, in order to now provide full support to the side plates, the plan is to eventually permanently glue the plane body to the base plate
with epoxy cement.
|
|
|
OudandTabla
Oud Maniac
Posts: 81
Registered: 2-21-2008
Location: Eugene, OR
Member Is Offline
Mood: Oud-a-licious
|
|
Wow, I enjoy watching your precise work. It must be very rewarding to make your own tools. I look forward to watching this thread.
|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
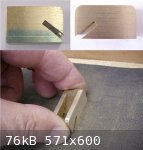
The blade that came with the plane was not accurately ground by the manufacturer so that the cutting edge was not square with the sides. The blade
needs to be square in order to be a proper fit in the throat. Squaring the blade was done on an oil stone. Due to the small size of the blade, a
simple blade holder was made from a small block of pine with a shallow slot cut in one end. The blade was made a tight fit in the slot and held in
place with push pins. After squaring the blade, the bevel was reshaped with a diamond coated needle file, after which the blade was sharpened and
honed.
At this stage, the quality of the steel of the blade is unknown but it can easily be replaced later if it proves unsatisfactory.
The blade is 1.5 mm thick but the plane can accommodate a thicker blade if necessary (such as the 2mm thick high speed steel blades that come with the
Lee Valley mini planes).

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The first baseplate has been scrapped as I had not left sufficient room for adjustment in locating the throat. No problem - measure twice, cut
once!
The second attempt is a larger, oversize blank allowing plenty of room for trimming later.
The throat was made a bit wider (longitudinally) than originally designed - 4.7mm - so that filing of the 40 degree angle on the top side of the
baseplate was made easier. This gives adequate clearance for the needle file against the leading edge of the throat.
The depth gauge is made a fraction narrower than the blade width so that the plane will cut a rebate with sharp inside corners.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The guide has been cut from some 3mm thick plate, filed parallel, square and a little oversize in width to allow for final adjustment after assembly.
The centre lines have been marked out ready for drilling the mounting holes - using marking ink and compasses.
The baseplate has been trimmed to almost its finished length.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
To mount the body of the plane to the baseplate, two pilot holes 1.5 mm in diameter were first drilled through the baseplate on the scribed centre
line.
With the plane blade in position (to correctly register the front of the plane), the centre of the back of the body was aligned with the centreline of
the baseplate. The body was then temporarily fixed in position using 'transfer tape'. Transfer tape is a thin, double sided, adhesive tape strong
enough to hold the body in correct alignment during the drilling operation. Transfer tape costs $6.75 for a 30 metre roll from Lee Valley, cat #
25U03.20.
With the body in place the pilot holes were drilled through to a diameter and depth providing proper clearance for two brass wood screws. The fit of
the screws must not be too tight to avoid splitting the plane body. The baseplate was then countersunk so that the heads of the screws are seated
below the surface of the depth gauge.
After separating the body from the baseplate the glue residues were removed with 'Glue Gone' solvent.
The body of the plane will later be fixed permanently to the base plate with epoxy cement
At this stage the baseplate is well oversize in width and will be trimmed to a more convenient size to be determined after testing the completed
tool.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
The final part of the work is to fit the guide.
With this design of plane, the blade must be inserted from underneath the baseplate so the guide must be made so that it can be easily removed. In
view of this, the design of the tool has been revised to accommodate different widths of guide so that the rebate width can be varied by simply
changing the guide with one of a different width.
The guide is fixed to the baseplate by two, round headed, brass screws. In this case the screws I am using have a 6 BA thread - a thread standard
(British Association) that I suppose is now obsolete but any fine thread screw will do.
The guide is first drilled with two mounting holes using a drill that is the same diameter as the core of the engineer's tap that will be used to cut
the screw threads in the baseplate. The guide is then aligned on the baseplate centre line, temporarily held in position with transfer tape and used
as a jig for drilling the exact location of the screw holes in the baseplate.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
First, the rear hole for the guide is drilled in the baseplate and the screw thread cut with a machinist's tap. It is important to keep the tap
vertical during this operation. The rear hole in the guide itself is then drilled to a close clearance diameter for the screw thread. With the guide
held in place with the rear screw, the guide is positioned central in the plane throat - using a drill shank of the required diameter as a gauge. The
front hole is then drilled through the guide into the baseplate and the hole threaded in the same manner as for the rear hole. The hole in the guide
is again drilled to a clearance diameter and the front screw fitted in place.

|
|
|
jdowning
Oud Junkie
Posts: 3485
Registered: 8-2-2006
Location: Ontario, Canada
Member Is Offline
Mood: No Mood
|
|
With the prototype tool in its unfinished state - and not knowing if it will work or not - some preliminary trial cuts were made in a Sitka spruce
test piece. The test piece was made about the size of a small, almond shaped, descant lute soundboard with a maximum diameter of 190 mm and length 340
mm - with grain running longitudinally and cut on the quarter.
The tool is designed to be used either left or right handed in order to cope with the varying directions of the sound board grain when cutting the
rebate. However, this does not mean that the user has to be ambidextrous because the plane can be used with one hand and either pushed or pulled to
make a cut.

|
|
|
| Pages:
1
2 |










